
這篇有很多的細節,特別請了擁有製筆能力的Pen Reuse幫忙補充。

車削鋼筆橡膠零件 (Turning the Rubber Pen Parts)
硫化橡膠不僅用於製造鋼筆,還廣泛用於其他用途,特別是電氣設備的製造。然而,鋼筆所用的橡膠比製造電氣設備所用的硬化橡膠(vulcanite)稍微柔軟一些,但在車削方面同樣具有挑戰性。在生產橡膠零件的過程中(除了壓花線條外),完全不使用自動化機器,每個零件都必須手動獨立製作,這需要經驗豐富的工人的協助。圖 6 顯示了 Waterman 鋼筆公司工廠橡膠車削部門的全景圖,圖中可以看到車削工正在製作鋼筆的橡膠零件。

製作橡膠筆蓋 (Making the Rubber Cap)
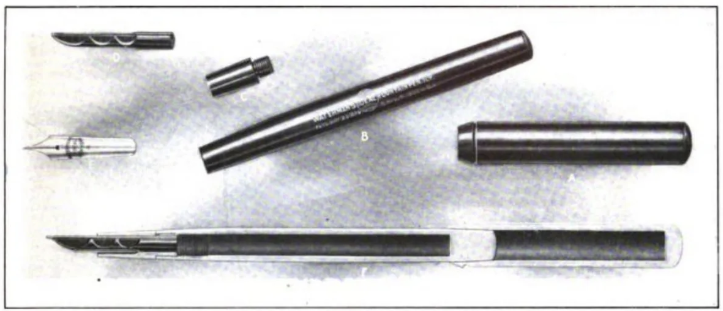
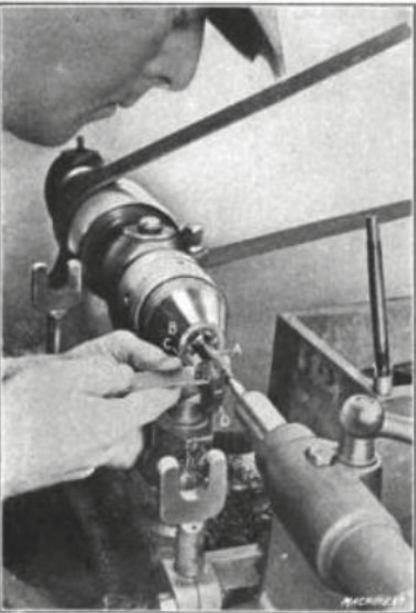
如圖 1 中所示的橡膠筆蓋,如小型杯狀物。為了進行粗車削(如圖 8 所示),將其放置在心軸 (左手食指前方的位置) 上。利用手持刀具(左手食指跟拇指間)完成切削,操作員一隻手握住刀具,另一隻手的拇指引導刀具。並將左手食指放在工具背面,防止切削產生的碎屑阻礙觀察刀具尖端。心軸懸空還沒有被支撐的那一頭由右端的尖頭(tailstock center)支撐。刀具支撐在刀架上,刀尖的位置,要稍微比旋轉零件的圓心高出一點點。。在此工序中,硫化時用來防止硫磺「沸騰」溢出的箔紙也會被移除。筆蓋現在使用手持刀具進行精加工車削,隨後使用Crescent 品牌的扁平鑽刀,把筆蓋內部的圓孔,慢慢磨切成『上窄下寬』的錐形孔。這樣做是為了使筆蓋內的孔能與筆桿的錐形末端配合。
Pen Reuse:從內文可以看到許多加工手法的細節——硬橡膠在車削的時候其實會像削蘋果皮一樣連續不斷,所以「將左手食指放在工具背面」可以避免廢料的纏繞。另外關於後續全文中一再強調的Crescent鋼材也很有意思,這應該是指由美國匹茲堡的Crescent Steel公司所生產的坩堝鋼(Crucible Steel,當時純度較高且得以精準控制碳含量的優質工具鋼材)。
製作橡膠筆桿 (Making the Rubber Barrel)
如圖 1 中 B所示的橡膠筆桿,是在車床上進行粗車削,方式與圖 8 所示的筆蓋類似。筆桿的下一道工序是加工兩個錐形端;一端必須符合握位的錐度,同時兩端都必須符合筆蓋內的錐形孔。這項操作如圖 9 所示。筆桿 被夾在小型車床的夾頭 中,操作員透過平坦的手持刀具,按所需角度車削錐形端。刀具支撐在刀架上,錐度完全由以所需角度進刀來控制。該刀具由 1/4 乘 3/8 英吋的 Crescent 工具鋼製成,並淬火至「玻璃般堅硬」。每切削一次,此工具都會在阿肯色油石(Arkansas oilstone)上「修磨」一下,以保持切削刃盡可能「銳利」。如果工具稍微變鈍,就會產生參差不齊的邊緣並燒灼工件,導致橡膠褪色。在車削前端錐度時,尾座頂心會置於孔內。
在前端完成車削後,將筆桿反轉,把後端車削成錐形並修圓。隨後,筆桿即可進行鉸孔(reaming)與攻牙(tapping)。鉸孔是在高速車床上使用普通的扁平刮刀,伸進洞裡快速旋轉,把洞內壁刮得非常平整且尺寸精確。而攻牙就是師傅右手引導扁平狀的絲錐,趁著車床高速旋轉時在筆桿內壁刻出螺紋,並利用交叉皮帶讓主軸瞬間反轉,以便將絲錐順利退出。。操作員用右手握住並引導絲錐,絲錐上固定有一個夾頭,以便能牢牢握住。

製作握位 (Making the Point Section)如圖 1 :
握位,是鋼筆中固定筆尖與筆舌的部分。它由管狀橡膠製成,是透過前述的製程生產的。第一道工序是粗車外徑。接著將其放置在芯軸上,如圖 10 所示,在該處對要加工螺紋的部分進行粗車與精車。螺紋加工也是在握位位於芯軸上時進行的,使用的是類似於黃銅精加工工手所用的普通扁平追螺刀(flat chaser)來完成。
透過 U 形架中可滑動並調整角度的圓棒支架,在每分鐘 2,000 轉的高速下,先精車出夾角與筆桿完全一致的完美螺紋以防墨水滲漏,接著對前端鉸孔以適配導墨組件,最後再依據圓棒設定的錐度完成外徑車削,確保組件與筆桿嚴絲合縫。
Pen Reuse:依握位處的螺紋加工,以及這篇文章寫成的年份推敲,這個時期的Waterman主要仍生產滴入式的鋼筆,因此螺紋處能否防止墨水滲漏便相當考驗當時工匠的手藝。後來進入拉桿上墨時代後,握位處大多以緊迫方式固定,就比較沒有這一層顧慮了。
製作筆舌 (Making the Feeds)
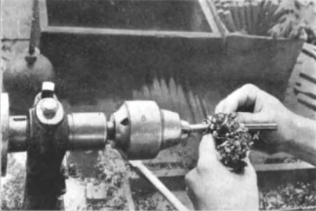
如圖 1 中 D 所示的筆舌,負責將墨水從筆桿輸送到筆尖,它是由實心橡膠製成的,從一根長約三英尺的橡膠棒切割成所需長度。切下的橡膠棒如圖 7 所示被抓取在夾頭 B中。車削是由一把由 Crescent 鋼製成的小型工具完成的,該工具裝在手柄中,操作員用右手握持,並如圖中清晰所示由左手引導。導墨器實際上是鋼筆中除了筆尖之外最重要的部分,需要非常精確的加工。
當桿件車削完成後,會再次被切成短段。接著加工如圖 11 所示的凹槽 A——這是 Waterman 鋼筆 獨有的特徵。將導墨器固定在一個小型夾具中,兩個形狀類似立銑刀(end-mill)的銑刀從兩側切入並進給至適當深度,接著承載導墨器的台面移動所需的距離。兩側的凹槽都以此方式加工。
Pen Reuse:此處描述的筆舌,即為Waterman於1900年前後為了迎戰派克Lucky Curve所推出的「湯匙筆舌」(Spoon Feed),溝槽有「蓄洪」的效果。
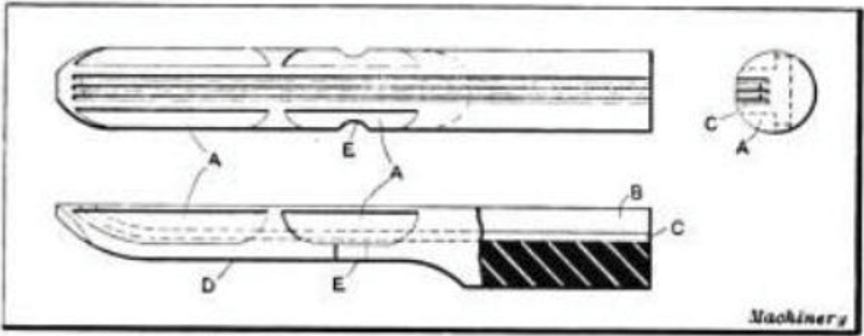
在此工序之後,使用約 3/64 英吋寬的普通切縫鋸(slitting saw)加工通氣孔,切口深度約為 1/16 英吋。下一道工序是切削墨水溝槽(ink fissure ducts)。書寫時,墨水會流下這些溝槽 C,而空氣則通過切口 B 進入,以便筆內的每一滴墨水都能被使用。筆舌現在被送往另一個銑削夾具進行夾緊,底面被銑削成所需的形狀。這是在一台小型銑床上完成的,其動作與仿形銑床(profiler)有些類似,不同之處在於銑刀是水平放置而非垂直放置。承載銑刀的機頭移動由所需形狀的凸輪導軌控制。細小的空氣通道是用圓銼刀加工出來的。橡膠零件在車削時被控制在 0.001 英吋的公差內,由操作員進行測量。隨後,它們還會由數個檢驗部門再次測量。
資料來源: Machinery 1911 December
