
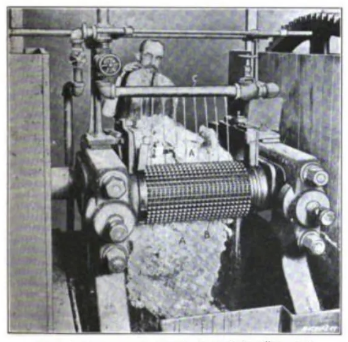
原始的橡膠塊含有大量的天然雜質。首先,將橡膠浸泡在熱水中長達兩週,使其質地徹底軟化。接著送入具備 15 匹馬力的研磨機:研磨滾輪(圖 B)會強力擠壓並粉碎橡膠塊。同時透過管路(圖 C)噴射冷水,將夾雜在橡膠內部的雜質隨著破碎過程徹底洗淨。橡膠反覆通過滾筒,利用機械力改變其分子排列,直到達成理想的可塑狀態,這個過程稱為「塑煉 Masticated」。(乾燥)清洗完畢後,橡膠需進入約 57°C(華氏 135 度)的恆溫室中存放兩週。此步驟是為了確保橡膠內部的水分完全蒸發,避免後續加工時因殘餘水分產生氣孔,影響筆身的結構強度。這是決定硬度最關鍵的一步。乾燥後的橡膠再次送入另一組研磨滾輪,並在此時加入硫磺:混合滾輪本身帶有熱量,這能增加橡膠的活性,使其與硫磺初步結合,為之後的「高溫硫化」打下完美的基礎。這對滾輪的運轉速度並不一致(一快一慢)。這種速度差會產生強大的裁切力,強制撕開橡膠纖維,讓硫磺粉末能深層且均勻地滲透進去。操作員必須手工不斷將通過滾輪的橡膠撕下、重新投入,確保硫磺與橡膠完全交融。
簡單的說 : 把原本很髒、很亂的天然橡膠 → 清乾淨 → 變軟 → 混硫 → 準備拿去硫化變硬
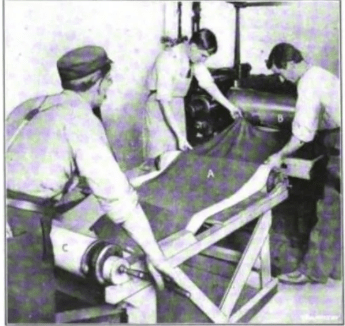
接著橡膠會通過如圖 3 所示的壓延滾輪,在那裡被壓成厚度約 1/32 英吋的薄片。當橡膠片 A 通過滾輪 B 時,會鋪在棉布上與之一起捲起。棉布可防止橡膠黏在一起,並保持其清潔。接著將其繞在捲筒 C 上,以便在切割成條狀以捲繞在心軸上時能輕鬆展開。滾輪 B 透過內部通入的蒸汽管加熱(與前述工序相同)。在所有這些操作過程中,橡膠始終保持溫暖且具備塑性。
現在,橡膠片已準備好進行切割並捲繞在心軸上,這些心軸構成了鋼筆的筆桿(barrel)和筆蓋(cap)。這項工作由男孩們完成,他們使用加熱的心軸,將橡膠切成足以製作筆蓋或筆桿的長條,然後在加熱的光滑鋼床上將其捲繞至所需的直徑。在開始將橡膠捲上芯軸之前,會先在心軸末端套上一個直徑與芯軸相同的橡膠塞,根據具體情況形成筆桿或筆蓋的底端,從而將管狀轉化為殼狀。接著在橡膠上纏繞箔紙,以防止硫磺在硫化過程中「沸騰」溢出。在此之後,纏繞有橡膠和箔紙的心軸A 會被放入如圖 4 所示的鋼盒 B 中,盒子底部會先鋪上一層均勻的粉狀滑石粉。如圖所示放置塗膠的心軸,保持足夠的間距使其互不接觸,然後在上方放置兩條木條 C。接著倒入更多的滑石粉,直到盒子填滿至木條的高度,這些木條起到了測量標準的作用,以確保滑石粉深度均勻。隨後將滑石粉搥實,以便在硫化過程中為零件形成模具。最後將鋼蓋鎖在盒子上,即可放入硫化爐中。
簡單的說 : 把橡膠片 → 捲成筆的形狀 → 固定好 → 準備加熱變硬(硫化)

童工在早期的鋼筆產業演著一定的角色,
1903拋光法案要求紐約州境內任何操作或使用金剛砂、矽藻土、紅粉、剛玉、石材、碳化矽或任何磨料、砂輪或拋光輪的工廠(不論是製造卑金屬或銥金製品),皆不得雇用女性或 18 歲以下的男性孩童。 凡工廠所有者、代理人或承租人違反此規定者,即構成輕罪,一經定罪,每宗違規案件將處以 50 美元的罰款。
製造珠寶商協會(Manufacturing Jewelers' Association)派出了一個委員會進行遊說,委員會內部的投票結果竟然是平手。勞工代表與珠寶商協會達成了協議。協議中同意進行修正,將製造珠寶商與銀匠排除在法案的限制之外。 然而,當金筆製造商也提出相同的豁免要求時,勞工領袖表示強烈反對。最終,金筆商的要求被駁回,該法案針對他們的條文被保留了下來。
金筆與鋼筆業者準備前往阿爾巴尼(紐約州首府),反對針對女性勞工的法案措施。
金筆製造商與部分著名的鋼筆大亨對此感到極度挫折。他們強調:「許多女孩與男孩在拋光與磨光方面的表現,比成年男性要熟練得多(much more skillfully)。若法案通過,製造商可能被迫搬離紐約州,因為生產成本將大幅增加,導致他們無法與法規較鬆散的他州廠商競爭。他們主張現代工廠設備已讓拋光工作「完全無害且環境宜人」,認為沒有理由限制這類勞動力。
1903 The American Stationer
同樣硫化工廠的環境是否也適合童工,還沒看到相關規定。
硫化前的橡膠沒有固定形狀,且幾乎沒有商業價值。直到 1853 年Charles Goodyear發現這項技術之前,橡膠並未得到廣泛應用。硫化本質上包括將所需份量(約佔重量 33%)的硫磺與Para Rubber混合,並將其放入容器中,加熱至約華氏 300 度並持續約 14 小時。當然,為了達到理想的彈性與硬度,橡膠應放置的確切時間取決於待硫化零件的尺寸。操作員不僅要觀察壓力表來確定溫度,還必須遵循記錄溫度計上的預定線條。橡膠中硫磺的比例愈小、使用的溫度愈低,硫化後的橡膠就愈柔軟且愈具韌性。對於鋼筆而言,橡膠必須具有足夠的硬度使其不易彎曲變形,同時仍保有足夠的彈性以確保所有接合處都能防漏墨,且必須具備可加工性。
硫化橡膠是在 1839年由查爾斯·固特異(Charles Goodyear)所發明,他發現將橡膠與硫磺結合並暴露在高溫下處理,可以製造出在各種溫度下都實用的橡膠 硬橡膠(Ebonite 或 Hard rubber)則是在 1850年前後 Nelson Goodyear發現把硫加很多會變硬。 Thomas Hancock約在同一時間在英國做出一樣的東西 查到的資料跟上面不同
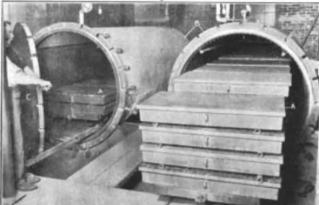
當鋼筆橡膠零件捲繞在心軸上並放入鋼盒 A 後,後者會被運送到如圖 5 所示的硫化爐 B 中。它們在那裡被堆疊放置,中間以鐵管隔開,並置於推車上推入爐內。圖中左側的操作員正握著巨大的鐵門 C,將其放置在爐口末端並由擺動螺栓固定。隨後開啟蒸汽進入爐內,溫度逐漸升至約華氏 300 度。橡膠硫化完成後,卸下爐門,拉出裝載鋼盒的推車,接著在一台特殊的夾持機上將橡膠從心軸上剝離。橡膠零件在鋸成所需長度後,即可進行車削加工。上述捲繞橡膠的過程通常用於製造筆蓋和筆桿,但在需要製造長橡膠管的情況下,則是透過特殊的機器擠壓而成。
簡單的說 : 把已成形的橡膠加熱硫化 → 變硬 → 拿出來加工成成品
資料來源: Machinery 1911 December
